- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Silindriliste patareide poolusplaadi mõõtmete projekteerimise üldine lahendus
Silindriliste patareide poolusplaadi mõõtmete projekteerimise üldine lahendus
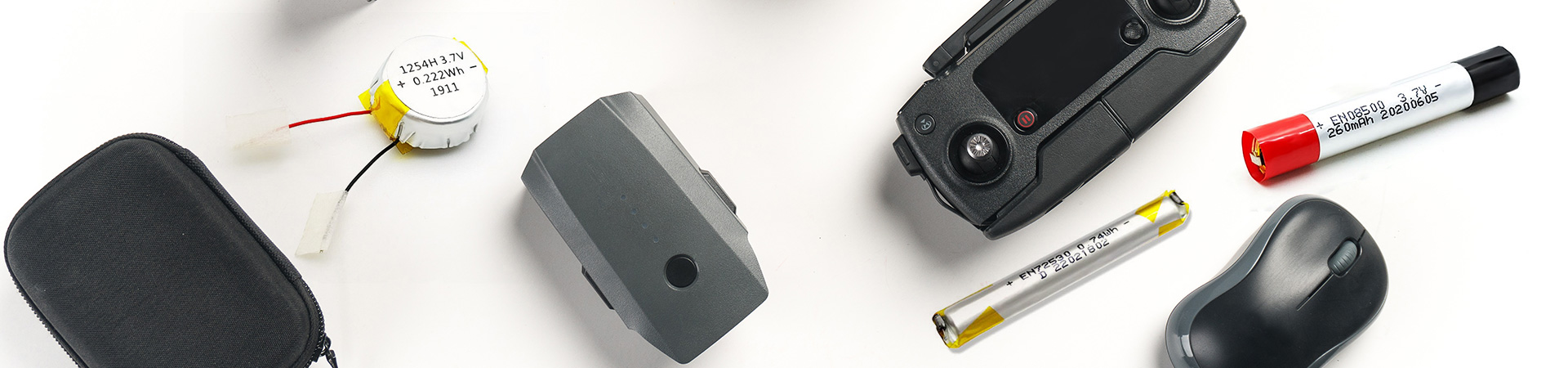
Liitiumpatareisid saab nende pakkimismeetodite ja kuju järgi liigitada ruudukujulisteks, pehmepakenditeks ja silindrilisteks akudeks. Nende hulgas on silindrilistel akudel peamised eelised, nagu hea konsistents, kõrge tootmistõhusus ja madalad tootmiskulud. Nende arendusajalugu on alates nende loomisest 1991. aastal üle 30 aasta. Viimastel aastatel on Tesla kõigi pooluste kõrvade tehnoloogia väljalaskmisega kiirenenud suurte silindriliste akude kasutamine toiteakude ja energiasalvestuse valdkonnas ning sellest on saanud teadustöö. leviala suuremate liitiumpatareide ettevõtete jaoks.
Joonis 1: Erineva kujuga liitiumakude jõudluse võrdlus üksik- ja süsteemitasemel
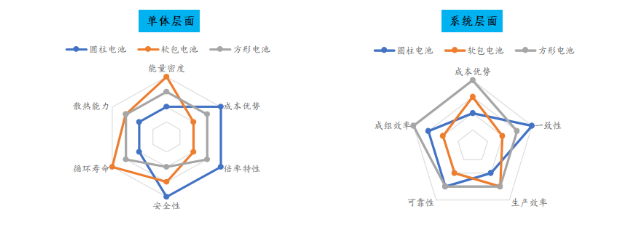
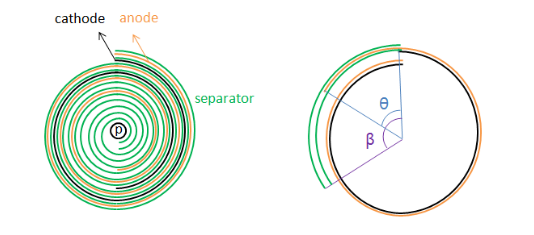
Silindriline akukest võib olla teraskest, alumiiniumkest või pehme pakend. Selle ühine joon on see, et tootmisprotsessis kasutatakse mähistehnoloogiat, mis kasutab mähisnõela südamikuna ja sunnib mähisnõela pöörlema, et isolatsioonikile ja elektroodiplaat kokku keerata ja kokku mähkida, moodustades lõpuks suhteliselt ühtlase silindrilise mähisesüdamiku. Nagu on näidatud järgmisel joonisel, on tüüpiline mähimisprotsess järgmine: esiteks kinnitab mähisnõel membraani eelmähkimiseks klambriga, seejärel sisestatakse negatiivne elektrood kahe isolatsioonikile kihi vahele negatiivse elektroodi eelmähkimiseks, ja seejärel sisestatakse positiivne elektrood kiireks mähiseks. Pärast mähise lõpetamist lõikab lõikemehhanism elektroodi ja membraani ning lõpuks kantakse kuju fikseerimiseks otsa kleeplindi kiht.
Joonis 2: Mähkimisprotsessi skemaatiline diagramm
Südamiku läbimõõdu juhtimine pärast mähimist on ülioluline. Kui läbimõõt on liiga suur, ei saa seda kokku panna ja kui läbimõõt on liiga väike, on ruumi raiskamine. Seetõttu on südamiku läbimõõdu täpne projekteerimine ülioluline. Õnneks on silindrilised patareid suhteliselt korrapärase geomeetriaga ning iga elektroodi ja diafragma kihi ümbermõõtu saab arvutada ringi ligikaudselt. Lõpuks saab elektroodi kogupikkuse akumuleerida, et saada võimsuse disain. Nõela läbimõõdu, elektroodikihi numbri ja diafragma kihi numbri akumuleeritud väärtused on haava südamiku läbimõõt. Tuleb märkida, et liitium-ioonaku konstruktsiooni põhielemendid on mahutavuse disain ja suurus. Lisaks saame teoreetiliste arvutuste abil kujundada pooluse kõrva mis tahes pooli südamiku asendis, mitte ainult pea, saba või keskpunktiga, ning hõlmata ka silindriliste akude mitmepooluselise kõrva ja kõigi pooluste kõrva projekteerimismeetodeid. .
Elektroodi pikkuse ja südamiku läbimõõduga seotud probleemide uurimiseks peame kõigepealt uurima kolme protsessi: isolatsioonikile lõpmatu eelmähis, negatiivse elektroodi lõpmatu eelmähis ja positiivse elektroodi lõpmatu mähis. Eeldades, et pooli nõela läbimõõt on p, on isolatsioonikile paksus s, negatiivse elektroodi paksus on a ja positiivse elektroodi paksus on c, kõik millimeetrites.
- Isolatsioonimembraani lõpmatu eelmähkimisprotsess
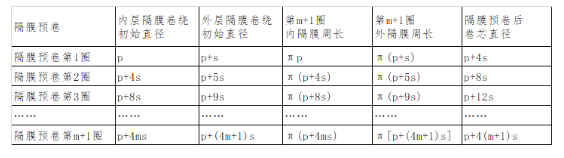
Membraani eelmähkimise käigus keritakse korraga kaks kihti membraane, seega on välimise membraani läbimõõt kerimisprotsessi ajal alati ühe kihi paksusega (+1s) rohkem kui sisemise membraani paksus. Sisemise membraani mähise algläbimõõt on eelmise mähise otsa läbimõõt ja iga membraani eelmähise korral suureneb südamiku läbimõõt nelja kihi paksuse kihi võrra (+4 s).
Lisa 1: Isolatsioonimembraani lõpmatu eelmähkimisprotsessi läbimõõdu muutumise seadus
- Negatiivse elektroodi lõpmatu eelmähkimisprotsess
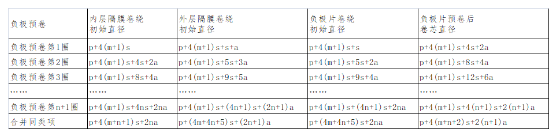
Negatiivse elektroodi eelmähkimise ajal on negatiivse elektroodi kihi lisamise tõttu välise membraani läbimõõt kerimisprotsessi ajal alati ühe kihi võrra suurem kui sisemise membraani ja ühe negatiivse elektroodi kihi paksus ( +1s+1a) ja sisemise membraani mähise algläbimõõt on alati võrdne eelmise ringi otsaläbimõõduga. Sel ajal suureneb iga negatiivse elektroodi eelmähise südamiku läbimõõt nelja kihi membraani ja kahe negatiivse elektroodi paksuse kihi võrra (+4s+2a).
2. liide: Negatiivse elektroodi plaadi lõpmatu eelmähkimisprotsessi läbimõõdu muutumise seadus
Positiivse elektroodi plaadi lõpmatu mähkimisprotsess
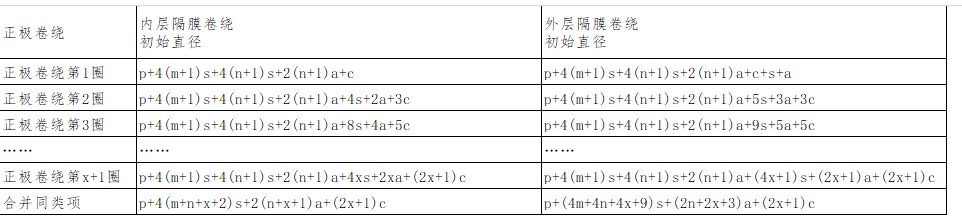
Positiivse elektroodi mähkimisprotsessi ajal on uue positiivse elektroodi kihi lisamise tõttu positiivse elektroodi esialgne läbimõõt alati võrdne eelmise ringi otsaläbimõõduga, samas kui sisemise membraani mähise algläbimõõt muutub eelmise ringi otsa läbimõõt pluss ühe positiivse elektroodi kihi paksus (+1c). Välise membraani kerimisprotsessi ajal on läbimõõt aga alati ainult ühe kihi võrra suurem kui sisemise membraani paksus ja üks negatiivse elektroodi kiht (+1s+1a). Sel ajal keritakse negatiivne elektrood iga ringi jaoks ette. Pooli südamiku läbimõõt suureneb 4 kihi diafragma, 2 negatiivse elektroodi kihi ja 2 positiivse elektroodi paksuse kihi võrra (+4s+2s+2a).
Lisa 3: Positiivse elektroodi läbimõõdu muutumise seadus lõpmatu mähisprotsessi ajal

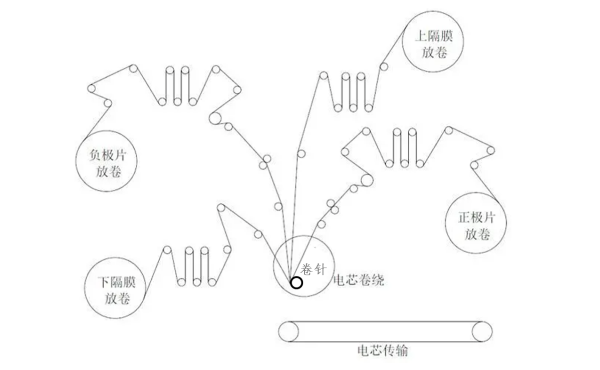
Ülaltoodud membraani ja elektroodiplaadi lõpmatu mähisprotsessi analüüsimise kaudu oleme saanud südamiku läbimõõdu ja elektroodiplaadi pikkuse variatsioonimustri. See kihthaaval analüütiline arvutusmeetod võimaldab elektroodide kõrvade (sh ühepooluselised kõrvad, mitmepooluselised kõrvad ja täispooluselised kõrvad) asukoha täpset paigutust, kuid mähisprotsess pole veel lõppenud. Sel hetkel on positiivse elektroodi plaat, negatiivse elektroodi plaat ja isolatsioonikile loputusolekus. Aku konstruktsiooni põhiprintsiip on nõuda, et isolatsioonikile kataks täielikult negatiivse elektroodi plaadi ja negatiivne elektrood peaks ka positiivse elektroodi täielikult katma.
Joonis 3: Aku silindrilise pooli struktuuri ja sulgemisprotsessi skemaatiline diagramm
Seetõttu on vaja täiendavalt uurida südamiku negatiivse elektroodi ja isolatsioonikile mähkimise küsimust. Ilmselgelt, kuna positiivne elektrood on juba keritud ja enne seda on positiivse elektroodi esialgne läbimõõt alati võrdne eelmise ringi otsaläbimõõduga, asendab sisemise kihi diafragma esialgne diafragma eelmise ringi läbimõõt . Sellest lähtuvalt suurendab negatiivse elektroodi esialgne diafragma diafragma ühe kihi paksust (+1s), välismembraani algläbimõõtu suurendage veel ühe negatiivse elektroodi paksuse kihi võrra (+1s+1a).
4. liide: Elektroodi ja membraani läbimõõdu ja pikkuse muutused silindriliste patareide kerimisprotsessi ajal
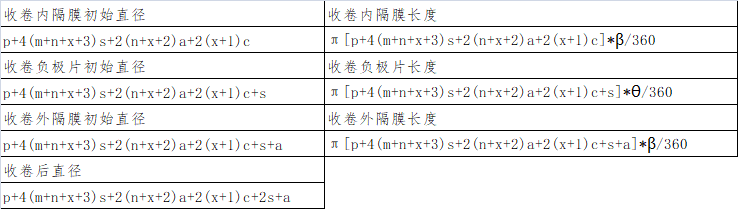
Siiani oleme saanud positiivse plaadi, negatiivse plaadi ja isolatsioonikile pikkuse matemaatilise avaldise mis tahes arvu mähistsüklite korral. Oletame, et diafragma on keritud m+1 tsüklit, negatiivne plaat on keritud n+1 tsüklit, positiivne plaat on keritud x+1 tsüklit ja negatiivse plaadi kesknurk on θ °, isolatsiooni kesknurk kile mähis on β °, siis on järgmine seos:
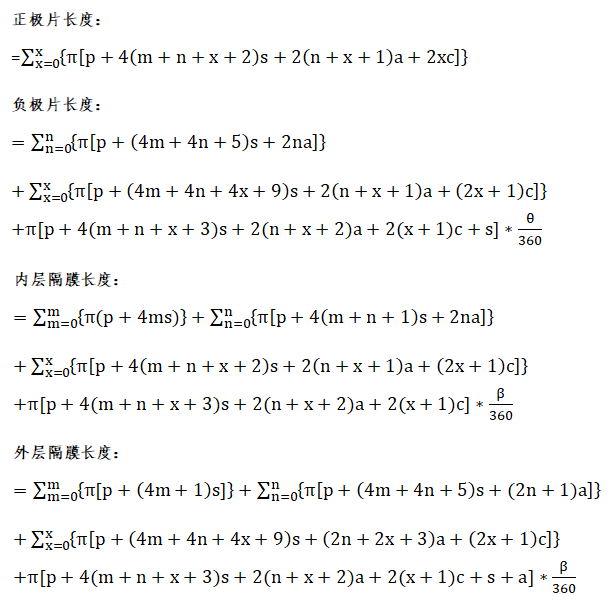
Elektroodi ja membraani kihtide arvu määramine ei määra mitte ainult elektroodi ja membraani pikkust, mis omakorda mõjutab võimsuse disaini, vaid määrab ka mähise südamiku lõpliku läbimõõdu, vähendades oluliselt mähise südamiku kokkupanemise riski. Kuigi südamiku läbimõõdu saime pärast kerimist, ei arvestanud me pooluse kõrva ja lõppeva liimipaberi paksust. Eeldusel, et positiivse kõrva paksus on tabc, negatiivse kõrva paksus on taba ja lõpuliim on 1 ring ja kattuv ala väldib pooluse kõrva asendit, paksusega g. Seetõttu on südamiku lõplik läbimõõt:
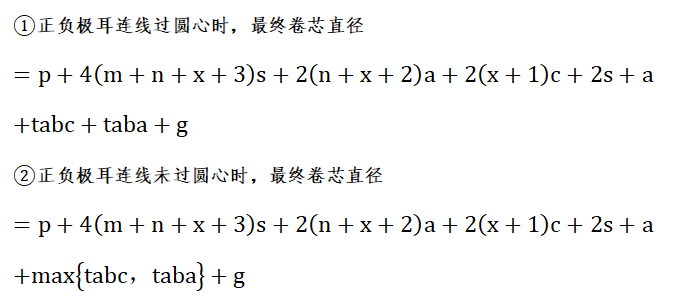
Ülaltoodud valem on silindriliste akuelektroodiplaatide projekteerimise üldine lahendussuhe. See määrab elektroodiplaadi pikkuse, membraani pikkuse ja mähise südamiku läbimõõdu probleemi ning kirjeldab kvantitatiivselt nende vahelist seost, parandades oluliselt disaini täpsust ja omades suurt praktilist kasutusväärtust.
Lõpuks peame lahendama varraste kõrvade paigutamise probleemi. Tavaliselt on ühel pulgatükil üks või kaks poolkõrva või isegi kolm poolkõrva, mis on väike arv poolkõrvu. Sakkide juhe on keevitatud masti detaili pinna külge. Kuigi see võib mingil määral mõjutada pooluse detaili pikkuse kujunduse täpsust (ilma läbimõõtu mõjutamata), on klapi juhe tavaliselt kitsas ja sellel on väike mõju ignoreerib seda probleemi.
Joonis 4: Positiivsete ja negatiivsete kõrvaasendite paigutus
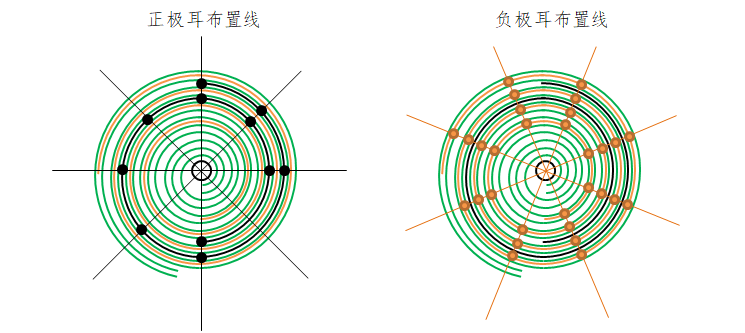
Ülaltoodud diagramm on pooluste kõrvade paigutuse skemaatiline diagramm. Tuginedes eelnevalt välja pakutud üldisele postitüki suuruse seosele, saame selgelt aru iga pooluste kihi pikkuse ja läbimõõdu muutustest mähkimisprotsessi ajal. Seetõttu saab ühepooluselise aasa korral posti kõrvade paigutamisel positiivsed ja negatiivsed kõrvad täpselt paigutada teibade sihtasendisse, samas kui mitme või täispooluselise kõrva puhul on tavaliselt vaja joondada. mitu kihti masti kõrvasid. Selle põhjal peame kõrvale kalduma ainult iga tiiva kihi fikseeritud nurgast, et saada iga kõrva kihi paigutusasend. Kuna mähisesüdamiku läbimõõt kerimisprotsessi ajal järk-järgult suureneb, muutub kõrva üldist paigutuskaugust ligikaudu aritmeetiline progressioon, mille tolerants on π (4s+2a+2c).
Elektroodplaatide ja membraanide paksuse kõikumise mõju uurimiseks mähise südamiku läbimõõdule ja pikkusele, võttes näiteks suure silindrilise täiselektroodiga kõrvaklambri 4680, eeldades, et mähise nõela läbimõõt on 1 mm, on sulgemislint on 16 um, isolatsioonikile paksus on 10 um, positiivse elektroodi plaadi külmpressimise paksus on 171 um, paksus mähise ajal on 174 um, negatiivse elektroodi plaadi külmpressimise paksus on 249 um, paksus mähise ajal on 255 um ja nii membraani kui ka negatiivse elektroodi plaadid on eelnevalt rullitud 2 pööret. Arvutus näitab, et positiivse elektroodi plaat on keritud 47 pööret pikkusega 3371,6 mm, negatiivne elektrood on keritud 49,5 korda, pikkusega 3449,7 mm ja läbimõõduga 44,69 mm pärast mähimist.
Joonis 5: pooluse ja diafragma paksuse kõikumise mõju südamiku läbimõõdule ja pooluse pikkusele
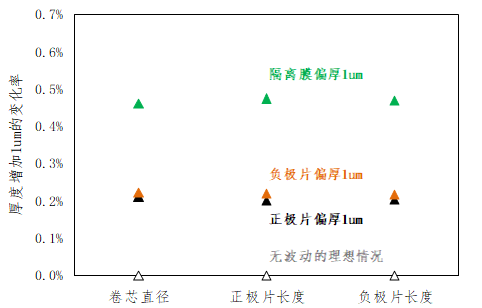
Ülaltoodud jooniselt on intuitiivselt näha, et pooluseosa ja membraani paksuse kõikumine avaldab teatud mõju pooli südamiku läbimõõdule ja pikkusele. Kui pooluse detaili paksus hälbib 1 um, suureneb pooli südamiku läbimõõt ja pikkus umbes 0,2%, samas kui membraani paksus kaldub kõrvale 1 um, suureneb pooli südamiku läbimõõt ja pikkus umbes 0,5%. Seetõttu tuleks mähise südamiku läbimõõdu konsistentsi kontrollimiseks minimeerida pooluse ja membraani kõikumine nii palju kui võimalik, samuti on vaja koguda seost elektroodiplaadi tagasilöögi ja aja vahel. külmpressimise ja mähkimise vahel, et aidata kaasa raku kujundamise protsessile.
Kokkuvõte
1. Mahutavus ja diameetri disain on silindriliste liitiumakude madalaima taseme disainiloogika. Võimsuse kujundamise võti peitub elektroodi pikkuses, läbimõõdu kujundamise võti aga kihtide arvu analüüsis.
2. Otsustava tähtsusega on ka poolkõrvade asendi paigutus. Mitmepooluselise kõrvaga või täispooluselise kõrvaga konstruktsioonide puhul saab akuelemendi projekteerimisvõime ja protsessijuhtimise võime hindamise kriteeriumina kasutada pooluse kõrvade joondust. Kihtide kaupa analüüsi meetod võib paremini vastata kõrvade asendi paigutuse ja joondamise nõuetele.